
 SA
SA
 English
English عربى
عربى Español
Español 中文简体
中文简体محتوى
- 1 ما هو الرذاذ الحراري وكيف يعمل؟
- 2 مقارنة عمليات الرش الحراري الرئيسية
- 3 طلاءات الرش الحراري الخزفية: الخصائص والاستخدامات الصناعية
- 4 طلاء كربيد التنجستن: المعيار الذهبي للحماية من التآكل
- 5 كربيد التنغستن مقابل الكروم الصلب: مقارنة عملية
- 6 اختيار طلاء الرش الحراري المناسب لتطبيقك
- 7 معايير مراقبة الجودة والاختبار لطلاءات الرش الحراري
- 8 التطورات الناشئة في تكنولوجيا الرش الحراري
ما هو الرذاذ الحراري وكيف يعمل؟
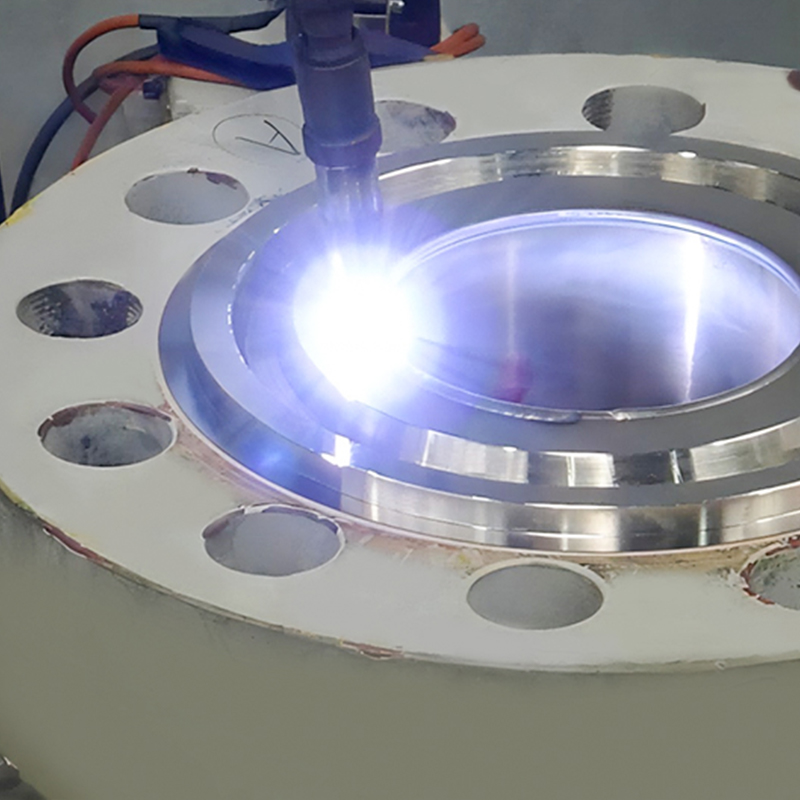
الرش الحراري هو عملية هندسية سطحية يتم فيها دفع المواد المنصهرة أو شبه الذائبة على الركيزة لتشكيل طبقة واقية أو وظيفية. يتم تسخين مادة التغذية - التي يمكن أن تكون مسحوقًا أو سلكًا أو قضيبًا - إلى حالة منصهرة أو شبه منصهرة باستخدام مصدر حرارة مثل قوس البلازما، أو لهب الاحتراق، أو تيار الغاز عالي السرعة. عند الاصطدام بالركيزة، تتسطح الجسيمات وتتصلب بسرعة وتتشابك لتكوين طبقة طلاء كثيفة. والنتيجة هي هيكل مرتبط يغير بشكل كبير الخصائص السطحية للمادة الأساسية دون تغيير خصائصها السائبة.
تكمن تعدد استخدامات الرش الحراري في قدرته على تطبيق مجموعة واسعة من المواد - المعادن والسيراميك والسيراميك والبوليمرات - على أي هندسة ركيزة تقريبًا. يتم استخدامه في قطاعات الطيران والنفط والغاز وتوليد الطاقة والسيارات والصناعات الثقيلة لاستعادة المكونات البالية وإطالة عمر الخدمة والحماية من التآكل والأكسدة والتآكل. يعد فهم عمليات الرش الحراري المختلفة ومواد الطلاء المتاحة أمرًا ضروريًا للمهندسين الذين يختارون الحل المناسب لتطبيق معين.
مقارنة عمليات الرش الحراري الرئيسية
ليست كل عمليات الرش الحراري متساوية. تختلف كل طريقة في درجة حرارة اللهب، وسرعة الجسيمات، وكثافة الطلاء، وقوة الرابطة، وأنواع المواد التي يمكنها معالجتها. إن اختيار العملية الصحيحة لا يقل أهمية عن اختيار مادة الطلاء الصحيحة. فيما يلي مقارنة بين تقنيات الرش الحراري الأكثر استخدامًا على نطاق واسع:
| عملية | مصدر الحرارة | سرعة الجسيمات | كثافة الطلاء | التطبيقات النموذجية |
| رذاذ اللهب | احتراق الوقود الأوكسجيني | منخفض (~80 م/ث) | معتدل (85-90%) | حماية عامة من التآكل، طلاءات الزنك/الألومنيوم |
| رذاذ القوس | قوس كهربائي | متوسط (~100 م/ث) | معتدل (85-92%) | حماية من الفولاذ الهيكلي، تغطية مساحة كبيرة |
| رذاذ البلازما (APS) | قوس البلازما | عالي (~200–400 م/ث) | عالية (90-95%) | الطلاءات السيراميكية، والطلاءات العازلة الحرارية، والفضاء |
| HVOF | وقود أوكسي عالي السرعة | عالية جدًا (~600–900 م/ث) | عالية جدًا (95-99%) | طلاءات كربيد التنغستن، مكونات حساسة للتآكل |
| رذاذ بارد | غاز مضغوط (بدون ذوبان) | عالية جدًا (~500–1000 م/ث) | عالية (95-99%) | معادن حساسة للأكسدة، ترميم الأبعاد |
كل عملية لها نقاط قوة محددة. تتميز HVOF بإنتاج طبقات كثيفة للغاية ومترابطة جيدًا ذات مسامية منخفضة وضغط ضغط متبقٍ - مما يجعلها الخيار المفضل لكربيد التنغستن وطلاءات السيرميت الصلبة الأخرى. من ناحية أخرى، يحقق رذاذ البلازما درجات الحرارة القصوى اللازمة لإذابة السيراميك ذو نقطة الانصهار العالية مثل الزركونيا والألومينا.
طلاءات الرش الحراري الخزفية: الخصائص والاستخدامات الصناعية
يتم تطبيق طلاءات الرش الحراري الخزفية لحماية المكونات التي يجب أن تتحمل الحرارة الشديدة أو متطلبات العزل الكهربائي أو البيئات الكيميائية العدوانية. على عكس الطلاءات المعدنية، يوفر السيراميك نقاط انصهار عالية بشكل استثنائي، وموصلية حرارية منخفضة، وخمول كيميائي - ولكنها هشة بطبيعتها وتتطلب تقنيات تطبيق دقيقة لأداء الخدمة بشكل موثوق.
مواد طلاء السيراميك الشائعة
يتم استخدام العديد من المواد الخزفية بشكل متكرر في عمليات الرش الحراري، وكل منها يناسب متطلبات أداء مختلفة:
- زركونيا الإيتريا المستقرة (YSZ): طلاء الحاجز الحراري (TBC) الأكثر استخدامًا على نطاق واسع في توربينات الغاز والمحركات النفاثة. يتمتع YSZ بموصلية حرارية منخفضة للغاية (~ 2.0 واط/م·ك) ويمكنه عزل الركائز المعدنية من درجات حرارة الاحتراق التي تتجاوز 1400 درجة مئوية، مما يحمي الشفرات والدوارات من التعب الحراري.
- الألومينا (Al₂O₃): يوفر عزلًا كهربائيًا وصلابة ممتازة. يتم تطبيق طلاءات الألومينا على الأسطوانات والأعمدة وأغطية المضخات المعرضة للتآكل المنزلق والهجوم الكيميائي المعتدل. توفر خلطات الألومينا-تيتانيا صلابة محسنة مقارنة بالألومينا النقية.
- كروميا (Cr₂O₃): واحدة من أصعب الطلاءات الخزفية التي يتم تطبيقها بالرش، حيث تتجاوز قيم صلابة فيكرز في كثير من الأحيان 1200 فولت. يتم استخدامه في آلات النسيج، وبكرات مصانع الورق، والمكونات الهيدروليكية حيث تكون مقاومة التآكل والتآكل مطلوبة.
- تيتانيا (TiO₂): غالبًا ما يتم مزجه مع الألومينا لتحسين مرونة الطلاء. يتم استخدام التيتانيا النقية في طلاءات الغرسات الطبية الحيوية وكسطح محفز ضوئي في بعض التطبيقات الصناعية.
اعتبارات التطبيق لطلاء السيراميك
نظرًا لأن السيراميك لديه التصاق ضعيف بالمعادن التي لا تحتوي على طبقة رابطة، يتم تطبيق طبقة الرابطة المعدنية - عادةً NiCrAlY أو NiAl أو MCrAlY - أولاً على الركيزة قبل الطبقة النهائية الخزفية. تعوض هذه الطبقة المتوسطة عدم تطابق معامل التمدد الحراري (CTE) بين السيراميك والمعدن، مما يقلل من خطر التشقق أثناء التدوير الحراري. يعد رذاذ البلازما (APS أو VPS) هو العملية السائدة لترسيب السيراميك لأن درجة حرارة نفث البلازما يمكن أن تتجاوز 15000 درجة مئوية، مما يؤدي بسهولة إلى إذابة حتى مساحيق السيراميك الأكثر مقاومة للحرارة.
يعد ختم الطلاءات الخزفية بعد الرش باستخدام مواد مانعة للتسرب غير عضوية أو عضوية ممارسة شائعة في البيئات المسببة للتآكل، حيث أن المسامية المتأصلة في السيراميك الذي يتم رشه حرارياً يمكن أن تسمح للإلكتروليتات أو الغازات العدوانية بالوصول إلى الركيزة من خلال المسام المترابطة.
طلاء كربيد التنجستن: المعيار الذهبي للحماية من التآكل
من بين جميع مواد الطلاء بالرش الحراري، تمثل الطلاءات القائمة على كربيد التنجستن الحل الأعلى أداءً للمكونات المعرضة للتآكل الشديد والتآكل والتآكل المنزلق. كربيد التنغستن (WC) هو مادة صلبة للغاية مع صلابة فيكرز في شكل سائب تتجاوز 2400 HV، ولكن في تطبيقات الرش الحراري يتم استخدامه دائمًا كسيرميت - مركب من جزيئات الكربيد المرتبطة بمصفوفة معدنية، والأكثر شيوعًا هو الكوبالت (Co) أو النيكل (Ni) أو سبائك النيكل والكروم (NiCr).
لماذا WC-Co وWC-CoCr هما الدرجات الأكثر تحديدًا
التركيبتان الأكثر شيوعًا لطلاء رش كربيد التنجستن هما WC-12Co وWC-10Co-4Cr. يوفر رابط الكوبالت المتانة والليونة التي يفتقر إليها الكربيد النقي، مما يمنع الكسر الهش تحت أحمال الصدمات. تعمل إضافة الكروم في WC-10Co-4Cr على تحسين مقاومة التآكل بشكل كبير في البيئات المائية والحمضية، مما يجعله الخيار المفضل لطلاء القضبان الهيدروليكية وأعمدة المضخات المعرضة لمياه البحر أو سوائل العمليات الكيميائية.
عادةً ما يحقق طلاء HVOF WC-Co المطبق جيدًا مسامية أقل من 1%، وصلابة في نطاق 1100-1300 فولت عالي، وقوة ربط تتجاوز 70 ميجا باسكال. من الصعب مطابقة هذه الخصائص مع أي معالجة سطحية بديلة غير طلاء الكروم الصلب، والذي أصبح مقيدًا بشكل متزايد بسبب سمية الكروم سداسي التكافؤ (Cr⁶⁺) بموجب اللوائح البيئية بما في ذلك معايير REACH وEPA.
كيف يتم تطبيق طلاء رذاذ كربيد التنجستن HVOF
تعد عملية HVOF (وقود الأكسجين عالي السرعة) هي المعيار المعمول به لتطبيق طلاءات رش كربيد التنجستن. في هذه العملية، يتم حرق غاز الوقود (البروبيلين أو البروبان أو الهيدروجين أو الكيروسين) مع الأكسجين في غرفة مصممة خصيصًا، مما يؤدي إلى توليد تيار غاز عالي الضغط يعمل على تسريع جزيئات المسحوق إلى سرعات تفوق سرعة الصوت - غالبًا ما بين 600 و 900 م/ث. والميزة الرئيسية هي أن الطاقة الحركية العالية، وليس الطاقة الحرارية وحدها، هي التي تحرك ترابط الجسيمات. وهذا يعني أن جزيئات المراحيض تصل إلى الركيزة دون ذوبان كامل، وهو أمر بالغ الأهمية لأن المراحيض تبدأ في التحلل فوق ~ 2600 درجة مئوية، وتتحول إلى W₂C والكربون الحر - وهي ظاهرة تسمى إزالة الكربنة - والتي تقلل بشكل كبير من صلابة الطلاء وأداء التآكل.
يتبع تطبيق طلاء كربيد التنجستن HVOF النموذجي هذا التسلسل:
- تحضير السطح: السفع بالحبيبات باستخدام أكسيد الألومنيوم أو حبيبات الفولاذ للحصول على نظافة Sa 2.5 وخشونة سطحية تبلغ Ra 3–6 ميكرومتر لتحقيق أقصى قدر من الالتصاق الميكانيكي.
- التسخين: يتم تسخين الركيزة إلى 50-80 درجة مئوية لإزالة الرطوبة وتحقيق الاستقرار في الظروف الحرارية أثناء الرش.
- رش HVOF: يتم حقن مسحوق WC-Co أو WC-CoCr (نطاق حجم الجسيمات عادةً 15-45 ميكرومتر) في مسدس HVOF ويتم ترسيبه في تمريرات متعددة لبناء سمك الطلاء المطلوب، عادةً 150-400 ميكرومتر لمعظم التطبيقات الصناعية.
- الطحن والتشطيب: نظرًا لأن طلاءات HVOF تتميز بخشونة سطحية عالية عند رشها (Ra 3–8 μm)، يتم إجراء طحن الماس لتحقيق تفاوتات الأبعاد وإنهاء السطح المطلوب للمكونات الدقيقة مثل الأسطوانات الهيدروليكية وغطاسات المضخة.
كربيد التنغستن مقابل الكروم الصلب: مقارنة عملية
تعتبر طلاءات الرش الحراري من كربيد التنجستن على نطاق واسع بمثابة البديل الأول للكروم الصلب المطلي بالكهرباء (EHC). تاريخياً، كان الكروم الصلب هو المعالجة الافتراضية للأسطح للقضبان الهيدروليكية، ومكونات معدات الهبوط، واللفائف الصناعية، ولكن تشديد اللوائح البيئية حول الكروم سداسي التكافؤ قد خلق ضغوطاً سوقية وتنظيمية قوية للانتقال إلى تقنيات بديلة. تسلط المقارنة التالية الضوء على الاختلافات الرئيسية في الأداء والامتثال:
| الملكية | طلاء HVOF WC-CoCr | مطلي بالكروم الصلب |
| الصلابة (الجهد العالي) | 1100-1300 | 800-1000 |
| المسامية | <1% | شبكة متشققة ومسامية |
| مقاومة التآكل | متفوقة | جيد |
| مقاومة التآكل | ممتاز (مع رابط CoCr) | معتدل (يعتمد على سمك) |
| الامتثال البيئي | متوافق تمامًا مع (REACH، RoHS) | مقيد / محظور في العديد من المناطق |
| قوة السندات | > 70 ميجا باسكال | المستعبدين الكهروكيميائية |
| خطر التقصف الهيدروجيني | لا شيء | خطر كبير على الفولاذ عالي القوة |
اختيار طلاء الرش الحراري المناسب لتطبيقك
يتطلب اختيار نظام الطلاء بالرش الحراري الصحيح إجراء تقييم منهجي لبيئة التشغيل، ووضع الفشل، والمواد الأساسية، ومتطلبات الأبعاد، والميزانية. قد يفشل الطلاء الذي يؤدي أداءً ممتازًا في أحد التطبيقات قبل الأوان في تطبيق آخر إذا كانت آلية التآكل أو التدهور السائدة مختلفة. يساعد الإطار التالي في تضييق نطاق الحل الصحيح:
تحديد آلية الفشل الأولية
قبل اختيار أي طلاء، يجب على المهندسين تحديد ما إذا كان المكون يفشل بشكل أساسي بسبب التآكل الكاشط، أو التآكل، أو تآكل المواد اللاصقة، أو التآكل، أو الأكسدة ذات درجة الحرارة العالية، أو التآكل، أو مزيج من هذه الأشياء. على سبيل المثال، يتطلب تآكل دافعة المضخة بسبب السوائل المحملة بالرمال حلاً مختلفًا عن أنبوب المرجل الذي يتعرض للأكسدة بدرجة حرارة عالية. يعد الخطأ في التعرف على آلية الفشل هو السبب الأكثر شيوعًا وراء ضعف أداء طلاءات الرش الحراري أثناء الخدمة.
مطابقة مواد الطلاء للبيئة
منطق المطابقة العام للبيئات المشتركة هو كما يلي:
- التآكل الجاف الشديد: HVOF WC-Co أو WC-CoCr؛ الصلابة ومحتوى الكربيد هي الخصائص السائدة.
- التآكل الرطب أو التآكل: HVOF WC-CoCr أو HVOF Cr₃C₂-NiCr (كربيد الكروم للبيئات ذات درجات الحرارة المرتفعة فوق 500 درجة مئوية).
- الأكسدة في درجات الحرارة العالية (تصل إلى 1000 درجة مئوية): معاطف MCrAlY مع طبقة علوية من السيراميك YSZ للحاجز الحراري؛ أو طلاءات الألومينا/الكروميا لحماية الأكسدة في درجات الحرارة المعتدلة.
- العزل الكهربائي: الألومينا المرشوشة بالبلازما أو طلاءات الألومينا تيتانيا على ركائز معدنية.
- استعادة الأبعاد: الفولاذ المقاوم للصدأ المطلي بالقوس أو المطلي باللهب أو البرونز أو معدن بابيت لإعادة بناء الأسطح البالية إلى أبعادها الأصلية.
النظر في حساسية الركيزة والهندسة
يجب أن تكون عملية الرش الحراري متوافقة مع حساسية الركيزة للحرارة والهندسة. المكونات الفولاذية عالية القوة مثل معدات هبوط الطائرات تكون عرضة للتقصف الهيدروجيني الناتج عن العمليات الكهروكيميائية، مما يجعل الرش الحراري HVOF بديلاً جذابًا بشكل خاص. قد تحد الأشكال الهندسية الداخلية المعقدة أو التجاويف ذات القطر الصغير من الوصول إلى مسدسات الرش، والتي تتطلب عادةً خط رؤية بين فوهة البندقية وسطح الركيزة. في هذه الحالات، قد تكون هناك حاجة إلى بنادق رش ذات قطر داخلي متخصص أو عمليات بديلة.
معايير مراقبة الجودة والاختبار لطلاءات الرش الحراري
لكي تؤدي طبقات الطلاء بالرش الحراري أداءً موثوقًا به في التطبيقات الحرجة للسلامة أو ذات عمر الخدمة الطويل، فإن التحكم المتسق في العملية واختبار ما بعد التطبيق غير قابل للتفاوض. تعمل الصناعة وفقًا للعديد من المعايير الرئيسية وبروتوكولات الاختبار التي تحكم قبول الطلاء:
- أستم C633: طريقة الاختبار القياسية للالتصاق أو قوة التماسك لطلاءات الرش الحراري باستخدام اختبار سحب الشد. يتم تحديد الحد الأدنى لقيمة قوة الرابطة (عادةً ≥35 ميجا باسكال للطلاءات الهيكلية، ≥70 ميجا باسكال لطلاءات كربيد HVOF).
- أستم B833 / إسو 14923: المعايير التي تغطي عمليات الرش الحراري ومتطلبات الجودة للطلاءات المعدنية والسيراميكية التي يتم رشها حرارياً.
- تحليل المقطع العرضي للمعادن: يتم فحص المقاطع العرضية المصقولة تحت المجهر الضوئي أو المجهر الإلكتروني الماسح (SEM) لقياس المسامية ومحتوى الأكسيد وجزء الجسيمات غير الذائبة وسمك الطلاء وسلامة الواجهة.
- اختبار صلابة فيكرز (HV0.3 أو HV1): تؤكد قياسات الصلابة الدقيقة أن الطلاء المترسب قد حقق نطاق الصلابة المتوقع. بالنسبة لطلاءات HVOF WC-Co، فإن معايير القبول النموذجية هي 1050-1300 فولت عالي.
- ASTM G65 (كشط العجلة المطاطية الرملية الجافة): يقيس مقاومة التآكل لطلاءات التآكل في ظل ظروف موحدة، مما يسمح بإجراء مقارنة مباشرة بين مواد وعمليات الطلاء المرشح.
يحتفظ رواد تطبيق الرش الحراري بسجلات معلمات الرش، وسجلات شهادات المسحوق، ونتائج قسيمة الاختبار كجزء من نظام إدارة الجودة الموثق (QMS) المتوافق مع متطلبات ISO 9001 أو AS9100 (الفضاء). يعد تأهيل العملية من خلال اختبار الشهود والموافقة من قبل الشركات المصنعة للمعدات الأصلية (OEMs) أو المستخدمين النهائيين أمرًا شائعًا في قطاعات الطيران والنفط والغاز حيث يؤدي فشل المكونات إلى عواقب وخيمة.
التطورات الناشئة في تكنولوجيا الرش الحراري
تستمر صناعة الرش الحراري في التطور مع التقدم في تصنيع المسحوق، والتحكم في العمليات، وهندسة الطلاء الجديدة. يكتسب رذاذ الوقود الجوي عالي السرعة (HVAF) قوة جذب باعتباره بديلاً أقل تكلفة وأعلى سرعة لـ HVOF التقليدي للطلاءات القائمة على المراحيض، مما يوفر إزالة كربنة أقل وكفاءة ترسيب أعلى. يتيح رذاذ البلازما المعلق (SPS) ورذاذ البلازما السلائف للمحلول (SPPS) ترسيب الطلاءات الخزفية ذات البنية النانوية أو ذات البنية العمودية مع مقاومة فائقة للدوران الحراري مقارنةً برذاذ البلازما التقليدي YSZ - وهو أمر بالغ الأهمية للجيل التالي من الطلاءات العازلة الحرارية لتوربينات الغاز التي تعمل عند درجات حرارة حرق أعلى.
في مجال طلاءات كربيد التنغستن، أظهرت الأبحاث التي أجريت على مساحيق WC-Co ذات البنية النانوية (حجم حبيبات الكربيد أقل من 200 نانومتر) تحسينات كبيرة في الصلابة والمتانة في وقت واحد - وهو مزيج يصعب تحقيقه في الأنظمة التقليدية ذات الحبيبات الخشنة. يعمل التصنيع الإضافي والأتمتة الآلية لحركة مسدس الرش أيضًا على تحسين تجانس الطلاء في الأشكال الهندسية المعقدة ثلاثية الأبعاد، مما يقلل من التباين البشري في عملية الرش ويتيح تحكمًا أكثر صرامة في توزيع سماكة الطلاء عبر المكونات الكبيرة أو المعقدة هندسيًا.











 Top
Top