
 SA
SA
 English
English عربى
عربى Español
Español 中文简体
中文简体محتوى
- 1 فهم طلاءات كربيد التنغستن
- 2 عمليات طلاء كربيد التنغستن الأولية
- 3 إعداد الركيزة والمعالجة السطحية
- 4 معلمات التطبيق ومراقبة الجودة
- 5 التشطيب والختم بعد الطلاء
- 6 التطبيقات الصناعية وفوائد الأداء
- 7 اعتبارات التكلفة والعائد على الاستثمار
- 8 معايير اختيار الطلاء والمبادئ التوجيهية الهندسية
- 9 إجراءات ترميم وإصلاح الطلاء
- 10 التقنيات الناشئة والتطورات المستقبلية
فهم طلاءات كربيد التنغستن
تمثل طلاءات كربيد التنجستن أحد الحلول الأكثر فعالية لتعزيز صلابة السطح ومقاومة التآكل وطول عمر المكونات الصناعية. تجمع هذه الطلاءات بين التنغستن والكربون لتكوين مادة سيراميك شديدة الصلابة يمكنها، عند تطبيقها بشكل صحيح، إطالة عمر المعدات بنسبة 300% إلى 500% في التطبيقات شديدة التآكل. تعتمد الصناعات التي تتراوح من النفط والغاز إلى الفضاء الجوي على طلاءات كربيد التنجستن لحماية المكونات الحيوية من التآكل الكاشطة والتآكل والتآكل.
تقترب صلابة كربيد التنغستن من صلابة الماس، حيث تتراوح ما بين 1500 و2200 على مقياس صلابة فيكرز اعتمادًا على التركيبة المحددة وطريقة التطبيق. هذه الصلابة الاستثنائية تجعل طلاءات كربيد التنغستن مثالية للمكونات التي تواجه ظروف تشغيل قاسية، بما في ذلك المضخات والصمامات ومعدات الحفر وآلات التصنيع. على عكس المعالجات السطحية التقليدية، تحافظ طلاءات كربيد التنجستن على خصائصها عبر نطاق واسع من درجات الحرارة وتقاوم التحلل الكيميائي.
تشتمل تركيبات طلاء كربيد التنجستن الشائعة على WC-Co (كربيد التنجستن مع رابط الكوبالت)، WC-CoCr (مع إضافة الكروم لتحسين مقاومة التآكل)، وWC-Ni (يعتمد على النيكل لتطبيقات محددة). يؤثر اختيار المادة الرابطة بشكل كبير على خصائص الطلاء، حيث يوفر الكوبالت صلابة ممتازة بينما تعمل إضافات الكروم على تعزيز مقاومة الأكسدة والتآكل.
عمليات طلاء كربيد التنغستن الأولية
يتم استخدام العديد من العمليات المتميزة لتطبيق طلاءات كربيد التنجستن، حيث تقدم كل منها مزايا محددة لمختلف التطبيقات والمواد الأساسية. يعتمد اختيار العملية المناسبة على عوامل تشمل سمك الطلاء المطلوب، وهندسة الركيزة، وبيئة التشغيل، ومتطلبات الأداء.
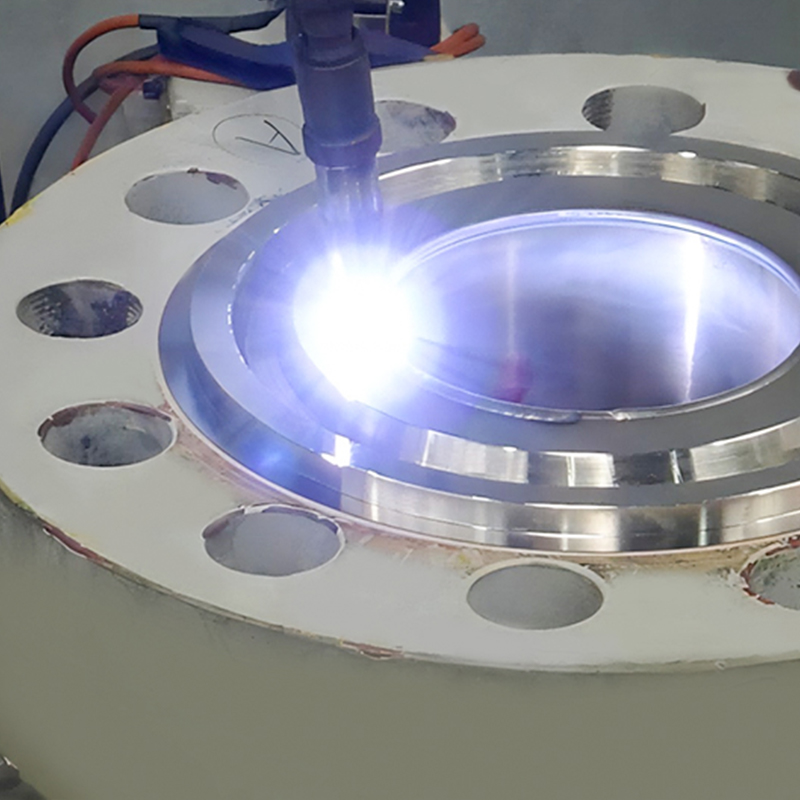
رش وقود الأكسجين عالي السرعة (HVOF).
يمثل HVOF معيار الصناعة الحالي لتطبيقات طلاء كربيد التنجستن التي تتطلب كثافة وصلابة وقوة التصاق فائقة. تقوم هذه العملية بحرق خليط من الأكسجين والوقود (عادة الكيروسين أو البروبيلين أو الهيدروجين) لإنشاء لهب أسرع من الصوت يعمل على تسريع جزيئات كربيد التنغستن إلى سرعات تتراوح بين 400 و 800 متر في الثانية. تنتج سرعة التأثير العالية جنبًا إلى جنب مع درجات حرارة الجسيمات المعتدلة طبقات كثيفة للغاية بمستويات مسامية أقل من 1%.
توفر عملية HVOF العديد من المزايا المهمة. تقلل درجات حرارة العملية المنخفضة نسبيًا من إزالة الكربنة لجزيئات كربيد التنجستن، مما يحافظ على صلابة المادة. تتجاوز قوة الروابط عادة 70 ميجا باسكال، مما يضمن التصاق ممتاز للركائز المعدة بشكل صحيح. يمكن تحقيق سماكة طلاء تتراوح من 0.075 مم إلى 0.5 مم في تمريرات فردية أو متعددة، مع إمكانية الحصول على طبقات طلاء أكثر سمكًا عند الحاجة. توفر البنية المجهرية الكثيفة مقاومة فائقة للتآكل ومعاملات احتكاك أقل مقارنة بطرق الرش الحراري الأخرى.
طلاء رذاذ البلازما
تستخدم تقنية رش البلازما قوسًا كهربائيًا لتوليد درجات حرارة بلازما تتجاوز 15000 درجة مئوية، مما يؤدي إلى إنشاء طائرة بلازما عالية السرعة تذوب وتدفع مسحوق كربيد التنجستن إلى الركيزة. يتم استخدام كلا النوعين من رذاذ البلازما الجوي (APS) ورذاذ البلازما الفراغية (VPS)، حيث يوفر VPS جودة طلاء فائقة من خلال القضاء على التلوث الجوي. يتفوق رذاذ البلازما في طلاء الأشكال الهندسية المعقدة وتحقيق رواسب سميكة، مع سماكة طلاء تتراوح من 0.1 ملم إلى عدة ملليمترات.
ومع ذلك، فإن درجات الحرارة المرتفعة للغاية المتأصلة في رش البلازما يمكن أن تسبب تحللًا جزئيًا لجزيئات كربيد التنجستن، مما يؤدي إلى تكوين مراحل إيتا هشة (W2C وW3C2) والكربون الحر. يقلل هذا التحلل من صلابة الطلاء ومقاومة التآكل مقارنة بطبقات HVOF. تستخدم أنظمة رش البلازما الحديثة مواد خام مسحوقية متخصصة ومعلمات محسنة لتقليل هذه التأثيرات، مما يجعل رذاذ البلازما مناسبًا للتطبيقات التي تكون فيها الصلابة القصوى أقل أهمية من سمك الطلاء أو معدل الترسيب.
طلاء مسدس التفجير (د-بندقية).
تستخدم عملية مدفع التفجير انفجارات خاضعة للرقابة للأكسجين والأسيتيلين لتسريع مسحوق كربيد التنغستن إلى سرعات عالية للغاية، مما يؤدي إلى إنتاج طبقات ذات كثافة والتصاق استثنائيين. تقوم كل دورة تفجير بدفع كمية صغيرة من المسحوق بسرعات تصل إلى 900 م/ث، مما يؤدي إلى بناء طبقة الطلاء طبقة بعد طبقة. تعمل الطبيعة النبضية للعملية والطاقة عالية التأثير على إنشاء طبقات ذات مسامية أقل من 0.5% وقوة روابط تتجاوز 80 ميجا باسكال.
تتميز طلاءات د-بندقية بمقاومة فائقة للتآكل وأقل مسامية بين طرق الرش الحراري، مما يجعلها مثالية للتطبيقات المهمة في مجال الطيران والمعالجة الكيميائية والآلات الدقيقة. وتشمل العيوب الأساسية معدلات ترسيب أبطأ مقارنة بتقنية التدفئة والتهوية وتكييف الهواء (HVOF) أو رذاذ البلازما، وارتفاع تكاليف المعدات، وتعقيد التشغيل. وعلى الرغم من هذه القيود، تظل تقنية D-Gun هي الخيار المفضل عندما يبرر الحد الأقصى لأداء الطلاء التكلفة الإضافية ووقت المعالجة.
إعداد الركيزة والمعالجة السطحية
يعد إعداد الركيزة المناسب أمرًا أساسيًا لتحقيق طلاءات كربيد التنجستن المتينة وعالية الأداء. يعتمد الارتباط الميكانيكي للطلاء بالركيزة بشكل كامل على نظافة السطح وخشونته وتنشيطه. يؤدي الإعداد غير الكافي إلى فشل الطلاء المبكر بغض النظر عن جودة عملية التطبيق.
يبدأ تسلسل الإعداد القياسي بالتنظيف الشامل لإزالة جميع الملوثات بما في ذلك الزيوت والشحوم والأكاسيد والجسيمات. تشتمل طرق التنظيف على الغسيل القلوي، أو إزالة الشحوم بالمذيبات، أو إزالة الشحوم بالبخار اعتمادًا على مادة الركيزة ونوع التلوث. بعد التنظيف، تخضع الركيزة لتخشين السطح لإنشاء مواقع تثبيت ميكانيكية للطلاء. يؤدي تفجير الحبيبات باستخدام أكسيد الألومنيوم الزاوي أو جزيئات كربيد السيليكون عند 60-80 رطل لكل بوصة مربعة إلى إنشاء مظهر سطحي مثالي بقيم خشونة (Ra) تتراوح بين 3 و8 ميكرومتر.
- يجب أن يتم تفجير السطح بالحبيبات خلال 4 ساعات من تطبيق الطلاء لمنع الأكسدة والتلوث
- يجب أن تكون وسائط التفجير نظيفة وجافة وخالية من الزيوت لتجنب تلويث السطح المجهز
- يجب الحفاظ على درجة حرارة السطح أعلى من نقطة الندى أثناء وبعد التحضير لمنع التكثيف
- يجب أن يحمي إخفاء المناطق التي لا تتطلب طلاءًا من تلوث الوسائط ورذاذ الطلاء الزائد
- قد تتطلب الأشكال الهندسية المعقدة مواضع إعداد متعددة لضمان التغطية الكاملة ومسافات المواجهة المناسبة
بالنسبة للتطبيقات الحرجة، غالبًا ما يتم تطبيق طبقات طبقة السندات قبل الطبقة النهائية من كربيد التنجستن. تعمل طبقات روابط النيكل والألمنيوم والنيكل والكروم والموليبدينوم على تحسين الالتصاق بالركائز الصعبة وتوفير تخفيف الضغط بين الركيزة والطلاء الصلب. تتراوح سماكة طبقة السندات عادةً من 0.075 مم إلى 0.15 مم، ويتم تطبيقها باستخدام نفس معدات الرش الحراري التي ستقوم بترسيب طبقة كربيد التنجستن.
معلمات التطبيق ومراقبة الجودة
يتطلب تحقيق خصائص طلاء كربيد التنجستن المثالية تحكمًا دقيقًا في العديد من معلمات التطبيق. تحتوي كل عملية طلاء على نوافذ معلمات محددة يجب الحفاظ عليها طوال التطبيق لضمان اتساق الطلاء وأدائه. تعمل أنظمة المراقبة في الوقت الفعلي على تتبع المتغيرات المهمة وتنبيه المشغلين إلى الانحرافات التي قد تؤثر على جودة الطلاء.
| عملية | سرعة الجسيمات | درجة حرارة الجسيمات | المسامية النموذجية | قوة السندات |
| HVOF | 400-800 م/ث | 1,800-2,200 درجة مئوية | 0.5-1.5% | 70-85 ميجا باسكال |
| رذاذ البلازما | 200-400 م/ث | 3,000-6,000 درجة مئوية | 2-5% | 50-70 ميجا باسكال |
| D-Gun | 700-900 م/ث | 2500-3500 درجة مئوية | 0.3-0.8% | 75-90 ميجا باسكال |
تبدأ مراقبة الجودة بتوصيف المسحوق لضمان تلبية توزيع حجم الجسيمات وتكوينها وشكلها للمواصفات. أثناء التطبيق، تقوم مراقبة العملية بتتبع تدفقات الغاز، ودرجات الحرارة، والفولتية، ومسافات المواجهة. تستخدم العديد من الأنظمة الحديثة تشخيصات الجسيمات أثناء الطيران لقياس سرعة الجسيمات ودرجة حرارتها في الوقت الفعلي، مما يسمح بتعديل المعلمات بشكل فوري للحفاظ على ظروف الترسيب المثلى.
يتضمن فحص ما بعد التطبيق الفحص البصري، والتحقق من الأبعاد، وقياس سمك الطلاء باستخدام مقاييس التيار المغناطيسي أو الدوامي، واختبار الالتصاق. يوفر الاختبار المدمر لكوبونات العينة المطلية في وقت واحد مع أجزاء الإنتاج تحليلًا تفصيليًا للبنية المجهرية والتحقق من الصلابة وقياس المسامية من خلال فحص المعادن. تستخدم المرافق المتقدمة حيود الأشعة السينية للتحقق من تكوين الطور واكتشاف إزالة الكربنة أو تحولات الطور غير المرغوب فيها.
التشطيب والختم بعد الطلاء
عادةً ما تظهر طلاءات كربيد التنجستن المرشوشة خشونة سطحية تتراوح من 3 إلى 10 ميكرومتر Ra اعتمادًا على عملية التطبيق والمعلمات. تتطلب العديد من التطبيقات تشطيبًا سطحيًا لتحقيق تفاوتات أبعاد محددة أو خشونة السطح أو خصائص وظيفية. يمثل الطحن طريقة التشطيب الأكثر شيوعًا، وذلك باستخدام عجلات الماس أو CBN (نيتريد البورون المكعب) لتحقيق تشطيبات سطحية أقل من 0.4 ميكرومتر Ra.
يجب التحكم بعناية في معلمات الطحن لتجنب تلف الطلاء من خلال توليد الحرارة المفرط أو الضغط الميكانيكي. تم تحسين استخدام سائل التبريد واختيار سرعة العجلة ومعدلات التغذية بما يتناسب مع الصلابة القصوى لكربيد التنجستن. يعالج الطحن غير المركزي المكونات الأسطوانية مثل الأعمدة والأكمام بكفاءة، بينما يعالج الطحن السطحي الأسطح المسطحة ويعالج الطحن الداخلي تطبيقات التجاويف. تعمل سوائل الطحن المتخصصة المصممة لتصنيع الكربيد على تحسين تشطيب السطح وإطالة عمر العجلة.
تعمل معالجات الختم على ملء المسامية المتبقية في طلاءات الرش الحراري، مما يعزز مقاومة التآكل ويمنع تغلغل السوائل في الخدمة الهيدروليكية أو الكيميائية. تشتمل المواد المانعة للتسرب العضوية على الإيبوكسي والبوليستر وتركيبات البوليمر المتخصصة التي يتم تطبيقها عن طريق التنظيف بالفرشاة أو الرش أو التشريب الفراغي. توفر المواد المانعة للتسرب غير العضوية مثل محاليل سيليكات الصوديوم مقاومة أعلى لدرجات الحرارة. تعمل عملية الختم على تقليل مسامية الطلاء من القيم النموذجية البالغة 0.5-2% إلى الصفر بشكل فعال، مما يخلق حاجزًا ضد الوسائط المسببة للتآكل مع الحفاظ على مقاومة الطلاء للتآكل.
التطبيقات الصناعية وفوائد الأداء
توفر طلاءات كربيد التنجستن تحسينات قابلة للقياس في الأداء عبر القطاعات الصناعية المتنوعة. في إنتاج النفط والغاز، يؤدي طلاء لقم الثقب والمثبتات وأدوات قاع البئر إلى إطالة عمر الخدمة بنسبة 200-400% في التكوينات الكاشطة. يعمل الجمع بين مقاومة التآكل ومتانة الصدمات على حماية المكونات أثناء عمليات الحفر الصعبة حيث تشمل تكاليف الاستبدال كلاً من المعدات ووقت توقف منصات الحفر.
التصنيع وتشغيل المعادن
تُظهر أدوات تشكيل وقطع المعادن المطلية بكربيد التنجستن عمرًا أطول للأداة بشكل كبير مقارنةً بالبدائل غير المطلية. تستفيد القوالب واللكمات ولفائف التشكيل من مقاومة الطلاء للتآكل والتآكل. في عمليات سحب الأسلاك، تحافظ القوالب المطلية على ثبات الأبعاد لعمليات إنتاج أطول بشكل ملحوظ، مما يقلل من وقت التوقف عن تغيير القوالب ويحسن اتساق جودة المنتج. صلابة الطلاء التي تتراوح من 1,200 إلى 1,400 فولت عالي تحمي من التآكل الانزلاقي الشديد الذي تواجهه هذه التطبيقات.
الصناعات الكيميائية والعملياتية
تواجه المضخات والصمامات والمحرضون الذين يتعاملون مع الملاط الكاشطة تآكلًا شديدًا تقاومه طبقات كربيد التنجستن بفعالية. في مصانع معالجة المعادن، يؤدي طلاء دافعات وأغلفة مضخة الطرد المركزي إلى تقليل معدلات التآكل بمقدار كبير مقارنة بالمواد التقليدية. يوفر الاستقرار الكيميائي لتركيبات كربيد التنغستن والكروم مقاومة ممتازة للبيئات الحمضية والقلوية مع الحفاظ على الحماية من التآكل. يضمن طلاء مقاعد الصمامات والكرات والسيقان في صمامات التحكم إحكامًا موثوقًا وفترات خدمة ممتدة.
الفضاء وتوليد الطاقة
تستخدم مكونات الطيران المهمة، بما في ذلك مشغلات معدات الهبوط، ومسارات الرفرف، ومكونات النظام الهيدروليكي، طلاءات كربيد التنجستن لتلبية مواصفات الأداء المطلوبة. توفر الطلاءات مقاومة التآكل في التطبيقات ذات الأحمال العالية مع الحفاظ على معاملات احتكاك منخفضة نسبيًا. في توليد الطاقة، يحمي طلاء أختام التوربينات والمحامل ودروع التآكل من تآكل الجسيمات الناتج عن منتجات الاحتراق أو شوائب البخار. إن قدرة الطلاءات على العمل في درجات حرارة مرتفعة تجعلها مناسبة لمكونات القسم الساخن.
اعتبارات التكلفة والعائد على الاستثمار
تختلف تكاليف طلاء كربيد التنغستن بشكل كبير بناءً على حجم المكون وسمك الطلاء واختيار العملية وحجم الإنتاج. تتراوح تكلفة طلاء HVOF عادة ما بين 150 دولارًا و400 دولارًا لكل كيلوغرام من المواد المودعة، مع إجمالي تكاليف المشروع بما في ذلك إعداد السطح وتطبيق الطلاء ومراقبة الجودة وعمليات التشطيب. في حين أن تكاليف الطلاء الأولية تتجاوز استبدال المكونات البسيطة في كثير من الحالات، فإن العائد على الاستثمار يتحقق من خلال عمر الخدمة الطويل وتقليل وقت التوقف عن العمل.
يجب أن يأخذ التحليل الاقتصادي في الاعتبار إجمالي تكاليف دورة الحياة بدلاً من النفقات الأولية وحدها. يوفر المكون المطلي الذي تبلغ تكلفته 2000 دولار والذي يستمر لمدة أطول بخمس مرات من البديل غير المطلي الذي تبلغ تكلفته 500 دولار وفورات كبيرة عند أخذ فترات الصيانة وتكاليف التوقف ولوجستيات الاستبدال في الاعتبار. في إنتاج النفط البحري أو عمليات التعدين عن بعد حيث يتطلب استبدال المكونات تعبئة باهظة الثمن وتوقف الإنتاج، تصبح المزايا الاقتصادية لطلاءات كربيد التنغستن ساحقة.
- قم بتقييم تكاليف الطلاء مقابل الملكية الإجمالية بما في ذلك التركيب والتوقف والاستبدال
- ضع في اعتبارك إنقاذ الطلاء وترميمه للمكونات البالية مقابل الاستبدال الكامل
- ضع في اعتبارك تحسينات الأداء مثل زيادة الإنتاجية أو تقليل استهلاك الطاقة
- عامل في انخفاض متطلبات المخزون عندما يصبح عمر المكونات أكثر قابلية للتنبؤ به وممتدًا
- تقييم الفوائد البيئية من تقليل توليد النفايات واستهلاك الموارد
معايير اختيار الطلاء والمبادئ التوجيهية الهندسية
يتطلب اختيار طلاء كربيد التنغستن المناسب تقييمًا منهجيًا لظروف التشغيل ومتطلبات الأداء والقيود الاقتصادية. تبدأ عملية اتخاذ القرار بالتوصيف التفصيلي لآليات التآكل الموجودة في التطبيق. يتطلب التآكل الكاشطة الناتج عن الجسيمات الصلبة خصائص طلاء مختلفة عن التآكل الناتج عن المواد الصلبة المنقولة بالسوائل أو التآكل اللاصق الناتج عن ملامسة المعدن للمعدن.
تؤثر درجة حرارة التشغيل بشكل كبير على اختيار الطلاء، حيث تؤثر درجات الحرارة القصوى على كل من مادة الطلاء وعملية التطبيق. تعمل طلاءات WC-Co القياسية بشكل جيد حتى درجة حرارة 500 درجة مئوية تقريبًا، والتي فوقها تتسارع أكسدة رابط الكوبالت. من أجل خدمة درجة حرارة أعلى، توفر تركيبات WC-CoCr مقاومة أكسدة محسنة حتى 600 درجة مئوية من خلال تكوين أكسيد الكروم الواقي. قد تتطلب التطبيقات التي تزيد عن 600 درجة مئوية مواد طلاء بديلة أو أنظمة حاجز حراري بالتزامن مع كربيد التنغستن.
تحدد متطلبات مقاومة التآكل تركيبة المادة الرابطة وقد تتطلب معالجات مانعة للتسرب. البيئات المائية، خاصة تلك التي تحتوي على الكلوريدات، تهاجم مواد ربط الكوبالت، مما يجعل WC-CoCr أو الطلاءات المغلقة مفضلة. تتطلب تطبيقات المعالجة الكيميائية تقييم التعرضات الكيميائية المحددة لضمان توافق الطلاء. يجب على مزود الطلاء إجراء اختبار التوافق عندما لا تتوفر بيانات مقاومة كيميائية محددة لبيئة الخدمة المقترحة.
| آلية الارتداء | الطلاء الموصى به | سمك نموذجي | العملية المفضلة |
| التآكل الكاشط (جسمان) | دبليو سي-12كو | 0.2-0.4 ملم | HVOF |
| التآكل الكاشطة (3 أجسام) | دبليو سي-17كو | 0.3-0.5 ملم | HVOF أو D-Gun |
| ملابس التآكل | دبليو سي-10كو-4كر | 0.25-0.4 ملم | HVOF |
| انزلاق ارتداء التآكل | WC-CoCr (مختومة) | 0.15-0.3 ملم | HVOF |
| كشط عالي التأثير | دبليو سي-20كو | 0.4-0.6 ملم | D-Gun |
إجراءات ترميم وإصلاح الطلاء
يمكن تجريد طبقات كربيد التنجستن وإعادة تطبيقها عدة مرات، مما يسمح باستعادة المكونات القيمة بدلاً من استبدالها. تستخدم عملية إزالة الطلاء السفع بالحبيبات باستخدام وسائط قوية أو طرق تجريد كيميائية اعتمادًا على مادة الركيزة وسمك الطلاء. تؤدي إزالة الطلاء بالكامل إلى كشف سطح الركيزة الأصلي، والذي يخضع لنفس تسلسل التحضير المستخدم لتطبيق الطلاء الأولي.
تسمح استعادة الأبعاد من خلال الطلاء بإعادة المكونات البالية إلى المواصفات الأصلية أو حتى تحسينها بما يتجاوز التصميم الأولي. يمكن طلاء الأعمدة التي تم اهتراءها نتيجة ملامسة المحامل، أو تجاويف الأسطوانات التي تعاني من التآكل الكاشط، أو أسطح الصمامات المتضررة بسبب التآكل لاستعادة الوظيفة. في بعض الحالات، يتم تصنيع المكونات عمدًا بحجم أقل من الحجم مع عملية الطلاء التي تصل الأبعاد إلى المواصفات النهائية، وهي تقنية تسمى "الطبقة حسب الحجم" التي توفر تحكمًا استثنائيًا في الأبعاد.
يعالج إصلاح الطلاء المحلي الأضرار المعزولة دون التجريد الكامل وإعادة الطلاء. يتم تجهيز المناطق المتضررة من خلال التفجير بالحبيبات الموضعية، وتغليف حواف الطلاء السليم لإنشاء انتقال تدريجي. يتم تطبيق طبقة الإصلاح لتتناسب مع سمك الطلاء الأصلي أو تتجاوزه، ثم يتم الانتهاء من مزجه مع الأسطح المحيطة. تنتج تقنية الإصلاح المناسبة وصلات ذات قوة تقترب من قوة الطلاء الأصلي، على الرغم من أن التطبيقات الحرجة قد تتطلب تجديدًا كاملاً للطلاء بدلاً من الإصلاح المحلي.
التقنيات الناشئة والتطورات المستقبلية
تمثل تقنية الرش البارد بديلاً ناشئًا لتطبيق طلاء كربيد التنجستن. على عكس عمليات الرش الحراري، يعمل الرش البارد على تسريع جزيئات المسحوق إلى سرعات تفوق سرعة الصوت باستخدام تمدد الغاز المضغوط، وترسيب المواد من خلال روابط الحالة الصلبة دون ذوبان. وهذا يزيل مخاوف التدهور الحراري المتأصلة في العمليات التقليدية. تركز الأبحاث الحالية على تطوير تركيبات مسحوق كربيد التنجستن ومعلمات العملية المحسنة لتطبيق الرش البارد، مع نتائج واعدة في الدراسات المعملية التي تظهر خصائص طلاء تنافس HVOF.
توفر طبقات كربيد التنجستن ذات البنية النانوية مزايا أداء محتملة من خلال البنية المجهرية المحسنة والخواص الميكانيكية المحسنة. تنتج تقنيات تصنيع المسحوق جزيئات كربيد التنغستن بأحجام حبيبات كربيد أقل من 200 نانومتر، وهي أدق بكثير من المواد التقليدية ذات الحجم الميكروني. تُظهر هذه الطلاءات ذات البنية النانوية صلابة معززة ومتانة ومقاومة للتآكل في الاختبارات المعملية. لا تزال هناك تحديات في توسيع نطاق الإنتاج والتحكم في الاحتفاظ بالبنية النانوية أثناء تطبيق الرش الحراري.
تستخدم أنظمة مراقبة العمليات ومراقبة الجودة المتقدمة الذكاء الاصطناعي وخوارزميات التعلم الآلي لتحسين معلمات الطلاء في الوقت الفعلي. تقوم هذه الأنظمة بتحليل العلاقات بين مدخلات العملية وخصائص الطلاء، وضبط المعلمات تلقائيًا للتعويض عن الاختلافات في خصائص المسحوق، أو هندسة الركيزة، أو الظروف البيئية. تحدد إمكانات الصيانة التنبؤية تدهور المعدات قبل أن يؤثر على جودة الطلاء، بينما يتتبع التحكم الإحصائي في العمليات الاتجاهات طويلة المدى لضمان إنتاج ثابت.
تدفع الاعتبارات البيئية إلى تطوير عمليات ومواد طلاء أكثر استدامة. تحل المواد المانعة للتسرب ذات الأساس المائي محل أنظمة المذيبات التقليدية، مما يقلل من انبعاثات المركبات العضوية المتطايرة. تعمل أنظمة إعادة تدوير المساحيق على التقاط المواد الزائدة لإعادة المعالجة وتقليل النفايات. يستكشف البحث في المواد الرابطة البديلة الخيارات ذات التأثير البيئي المنخفض أثناء التصنيع مع الحفاظ على أداء الطلاء. تعمل هذه التطورات على مواءمة تقنية طلاء كربيد التنجستن مع اللوائح البيئية الصارمة بشكل متزايد وأهداف الاستدامة للشركات.











 Top
Top